Factory Data · 13 Real Projects · Before & After
Conformal Cooling Before & After: 13 Projects, Real Production Numbers
By MouldNova / Saiguang 3D Technology · Updated March 2026 · Automotive · Cosmetics · FMCG · Electronics · Appliance · Medical
Cycle time reduction claims of "up to 70%" are common in conformal cooling marketing. Factory data is rarer. This page documents 13 production mold projects where we replaced conventional straight-drilled cooling circuits with 3D-printed conformal cooling inserts. Every number below comes from Moldflow simulation validated by actual production runs — not from test coupons or laboratory conditions.
The applications span automotive components, cosmetics packaging, FMCG closures, consumer electronics, home appliances, and medical devices. Parts range from 6-second cycle times (cosmetics cap) to 100-second cycle times (spirits bottle cap). The pattern is consistent: conformal cooling delivers meaningful cycle time reduction in every application, with the largest gains where conventional drilling cannot reach — deep cores, thin-wall features, and geometries with no straight-line access.
72%
Max Cycle Time Reduction
57%
Max Mold Temp Reduction
15–72%
Cycle Time Range Across All Projects
Each project follows the same format: the problem with conventional cooling, the conformal solution, and the measured production results. Where available, Moldflow simulation screenshots and insert photos are included.
Case 1: Cosmetics Round Cap — 72% Cycle Time Reduction
Problem: The cap's curved geometry concentrated heat near the gate. Conventional straight-drilled channels could not reach the critical zone. Result: gate burning on every shot, surface cloudiness on the PETG material, and a 21-second cooling phase that dominated cycle time.
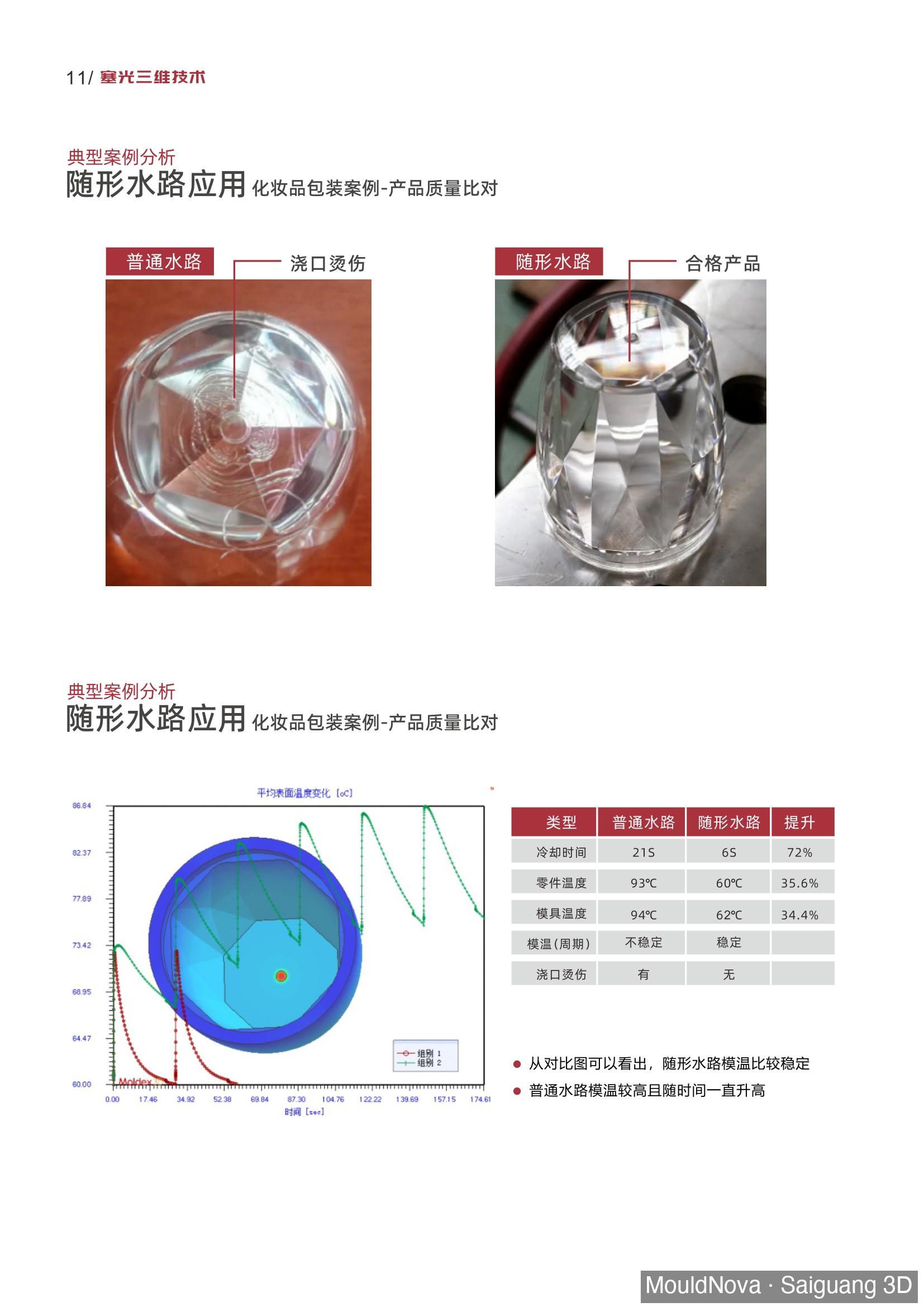
Before: Gate Burning
After: Accepted Product
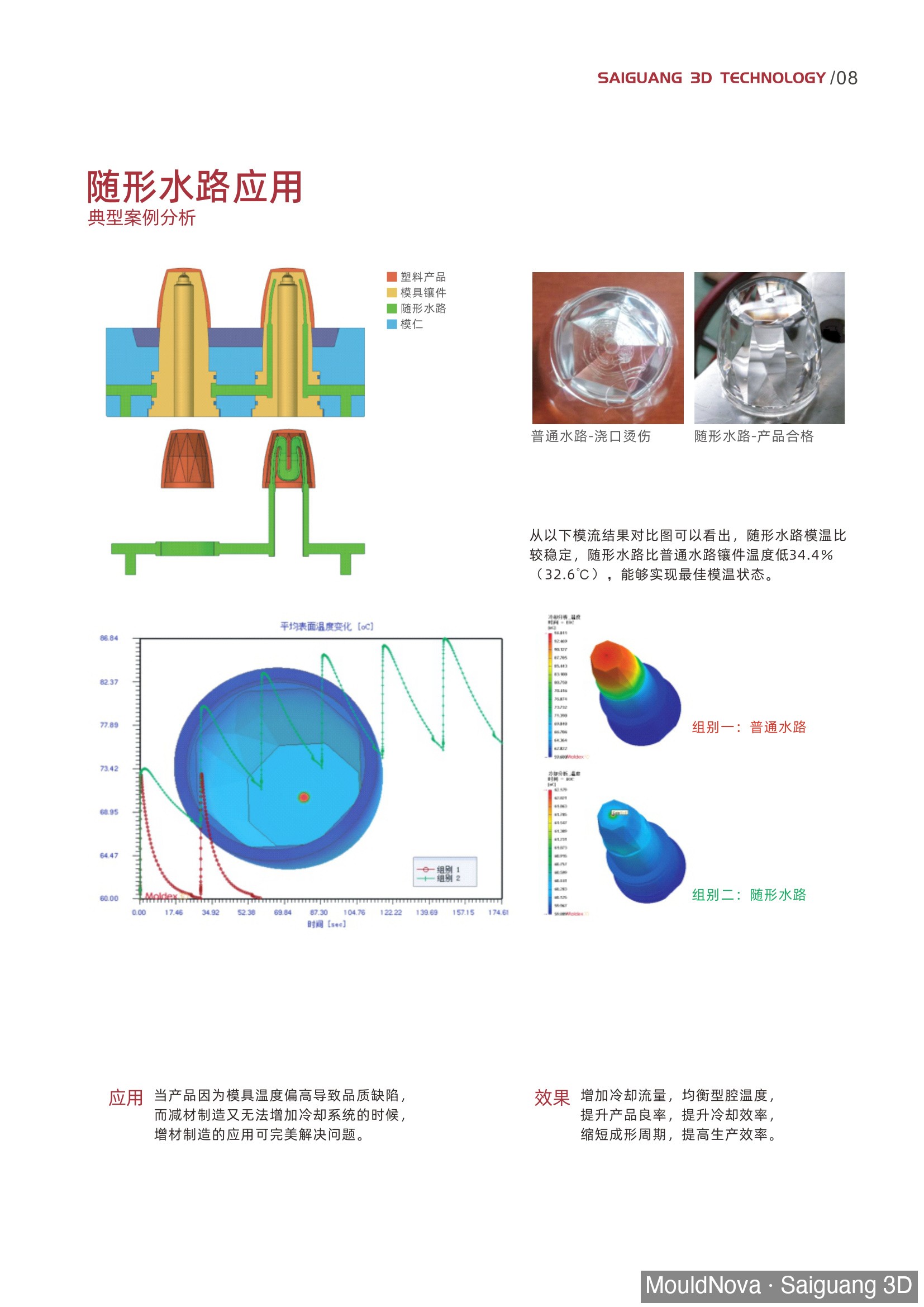
Moldflow: Conventional — 21.71s
Moldflow: Conformal — 6.57s
| Metric | Conventional Cooling | Conformal Cooling | Improvement |
|---|
| Cooling time | 21 s | 6 s | −72% |
| Part temperature at ejection | 93 °C | 60 °C | −35.6% |
| Mold insert temperature | 94 °C | 62 °C | −34.4% |
| Mold temperature stability | Unstable (rising) | Stable | Eliminated drift |
| Gate burning defect | Present | None | Eliminated |
Solution approach: Conformal channels were routed to follow the curved cap geometry, placing the cooling circuit 2–3 mm from the mold surface throughout. The conventional mold could not access this zone at all — the closest drilled channel was 12 mm from the hottest area. The 72% cooling time reduction is the largest in this dataset, driven by the geometry mismatch that made conventional cooling particularly ineffective.
Case 2: Automotive Trunk Oil Rod — −34% Cycle Time, −57% Mold Temperature
Problem: The rod's long cylindrical geometry required a deep slender core. Conventional cooling could not reach the tip; the mold ran at 80 °C, causing warpage and preventing ejection without distortion. Cycle time was 60 seconds — mostly cooling wait time. Output was 1,152 pieces per shift.
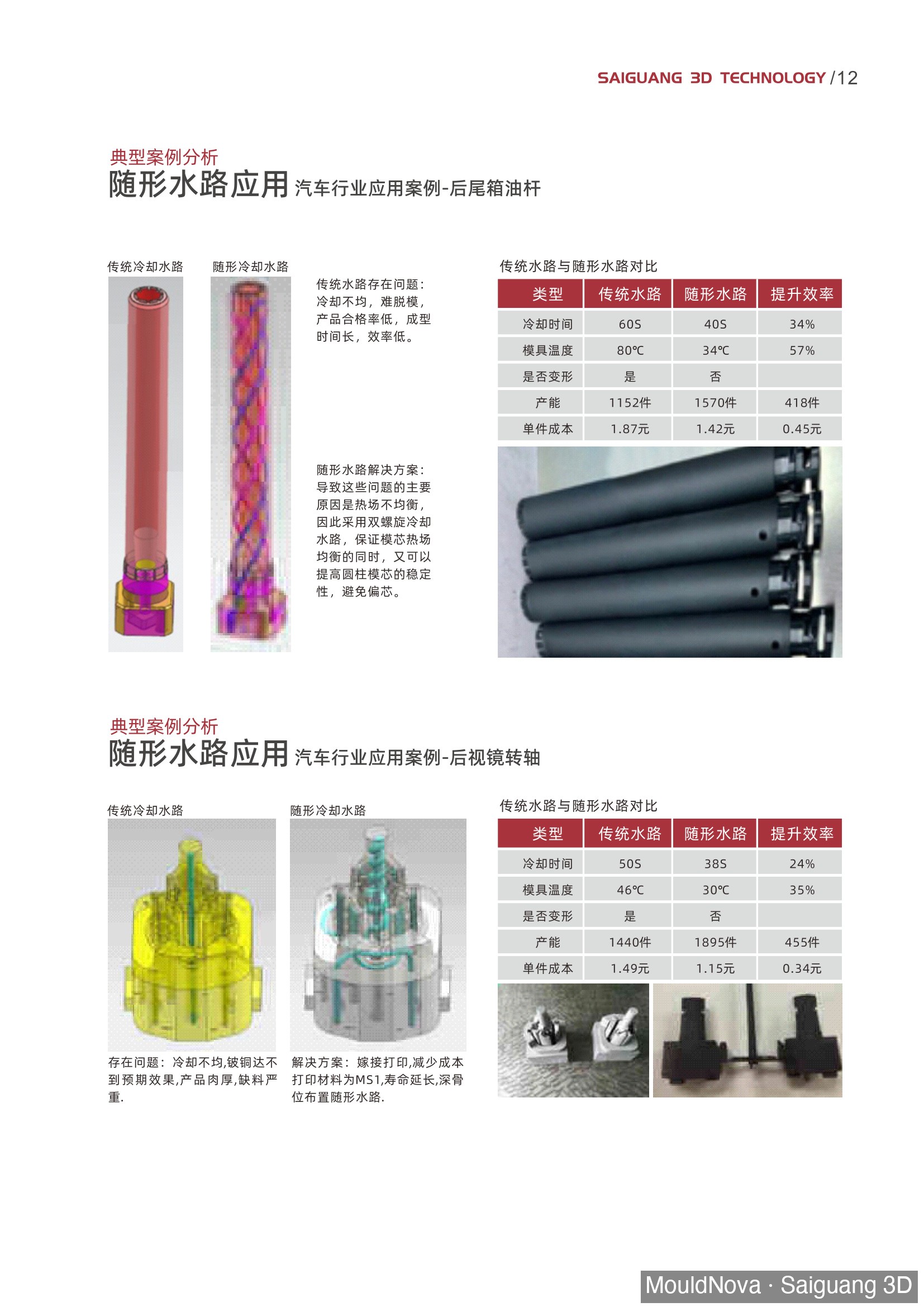
Before: Conventional Channels
After: Double-Helix Conformal
Before: Warped Parts
After: Straight, No Warpage
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 60 s | 40 s | −34% |
| Mold temperature | 80 °C | 34 °C | −57% |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 1,152 pcs | 1,570 pcs | +418 pcs (+36%) |
| Unit cost | ¥1.87 / pc | ¥1.42 / pc | −¥0.45 / pc |
−¥0.45
Per-part cost saving
Solution: A double-helix conformal cooling circuit was printed around the cylindrical core. The helix geometry balances heat field symmetry around the core axis, eliminating the thermal gradient that caused bending warpage. The 57% mold temperature reduction is the highest in this dataset — enabled by the helical channel placing coolant within 2 mm of the mold surface around the full core circumference.
Case 3: Automotive Rearview Mirror Pivot — +455 pcs/Shift
Problem: Deep rib features on the pivot body caused thick section sink marks and excessive flash at the part surface. Conventional cooling (pin-and-bushing) could not reach deep rib locations. Mold temperature was 46 °C but uneven, causing localized hot zones in the ribs.
Before: Pin-and-Bushing Cooling
After: Deep-Rib Conformal Channels
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 50 s | 38 s | −24% |
| Mold temperature | 46 °C | 30 °C | −35% |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 1,440 pcs | 1,895 pcs | +455 pcs (+32%) |
| Unit cost | ¥1.49 / pc | ¥1.15 / pc | −¥0.34 / pc |
Case 4: Automotive Brake Fluid Reservoir — −41% Mold Temperature
Problem: Uneven cooling caused deep boss features to shrink and sink. Cycle time was 41 seconds. The mold ran hot (65 °C) with no ability to place channels near the boss roots using conventional drilling.

Before: Conventional
After: Conformal into Boss Zones
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 41 s | 29 s | −30% |
| Mold temperature | 65 °C | 24 °C | −41°C (−63%) |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 1,756 pcs | 2,482 pcs | +726 pcs (+41%) |
| Unit cost | ¥1.24 / pc | ¥0.90 / pc | −¥0.34 / pc |
Case 5: FMCG Yogurt Bottle Cap — +2,058 pcs/Shift
Problem: Gate burn marks at the cap inner surface. At high cavity counts and short cycle times, any cooling inefficiency compounds across millions of annual shots. The 14-second baseline cycle was already fast — but still leaving productivity on the table.
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 14 s | 10 s | −28.5% |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 5,142 pcs | 7,200 pcs | +2,058 pcs (+40%) |
| Unit cost | ¥0.44 / pc | ¥0.33 / pc | −¥0.11 / pc |
+2,058
Parts per shift gain
−¥0.11
Per-part cost saving
At high annual volumes (tens of millions of caps), the ¥0.11/pc cost saving represents a significant annual saving that repays the conformal insert cost within weeks of production.
Case 6: Maotai Spirit Bottle Cap — +308 pcs/Shift, −¥0.83/pc
Problem: The tall cap geometry with dense ribs could only be cooled by a central baffle — unable to reach the outer rib walls. The mold ran hot and warped the cap body. 100-second cycle time. Only 720 pieces per shift.

Before: Central Baffle Only
After: Full-Coverage Conformal
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 100 s | 70 s | −33% |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 720 pcs | 1,028 pcs | +308 pcs (+43%) |
| Unit cost | ¥2.83 / pc | ¥2.00 / pc | −¥0.83 / pc |
Case 7: Eye Cream Box — Gate Burn Eliminated
Problem: Gate location at the base of the box caused consistent burn marks visible through the transparent PETG. The product surface was not clear enough for cosmetics standards. Cold conventional channels were not accessible near the gate zone.
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 60 s | 50 s | −17% |
| Gate burn defect | Yes | No | Eliminated |
| Output per shift | 1,200 pcs | 1,440 pcs | +240 pcs (+20%) |
| Unit cost | ¥1.87 / pc | ¥1.59 / pc | −¥0.28 / pc |
Case 8: Transparent Compact (Powder Box) — Surface Clarity Restored
Problem: Dual-cavity compact mold with PETG resin. Gate locations on the flat face caused burn marks and surface haze. The flat geometry looks simple but the large projected area required even cooling across the full surface — impossible with straight drilled channels.

Conformal Channel Design
After: Clear Surface, No Burn
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 47 s | 40 s | −15% |
| Gate burn defect | Yes | No | Eliminated |
| Output per shift | 1,531 pcs | 1,800 pcs | +269 pcs (+18%) |
Case 9: Diamond Lotion Bottle Cap — Surface Transparency Achieved
Problem: Diamond facet geometry required exceptional surface quality. Mold overheating caused gate-pin adhesion (sticking), poor cooling, and a surface not transparent enough for the MS resin. Conventional channels could not reach the faceted side walls.
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 65 s | 50 s | −24% |
| Gate pin adhesion | Yes | No | Eliminated |
| Output per shift | 1,100 pcs | 1,440 pcs | +340 pcs (+31%) |
Case 10: Xiaomi Humidifier — −33% Cycle Time, −¥3.6/pc
Problem: The humidifier body is a large cylindrical part. Conventional cooling caused hot zones near the top edge during demolding, tearing the part. Injection time was very long. Hybrid approach: conformal cooling placed at the thermally critical mid-body zone, combined with conventional channels elsewhere.
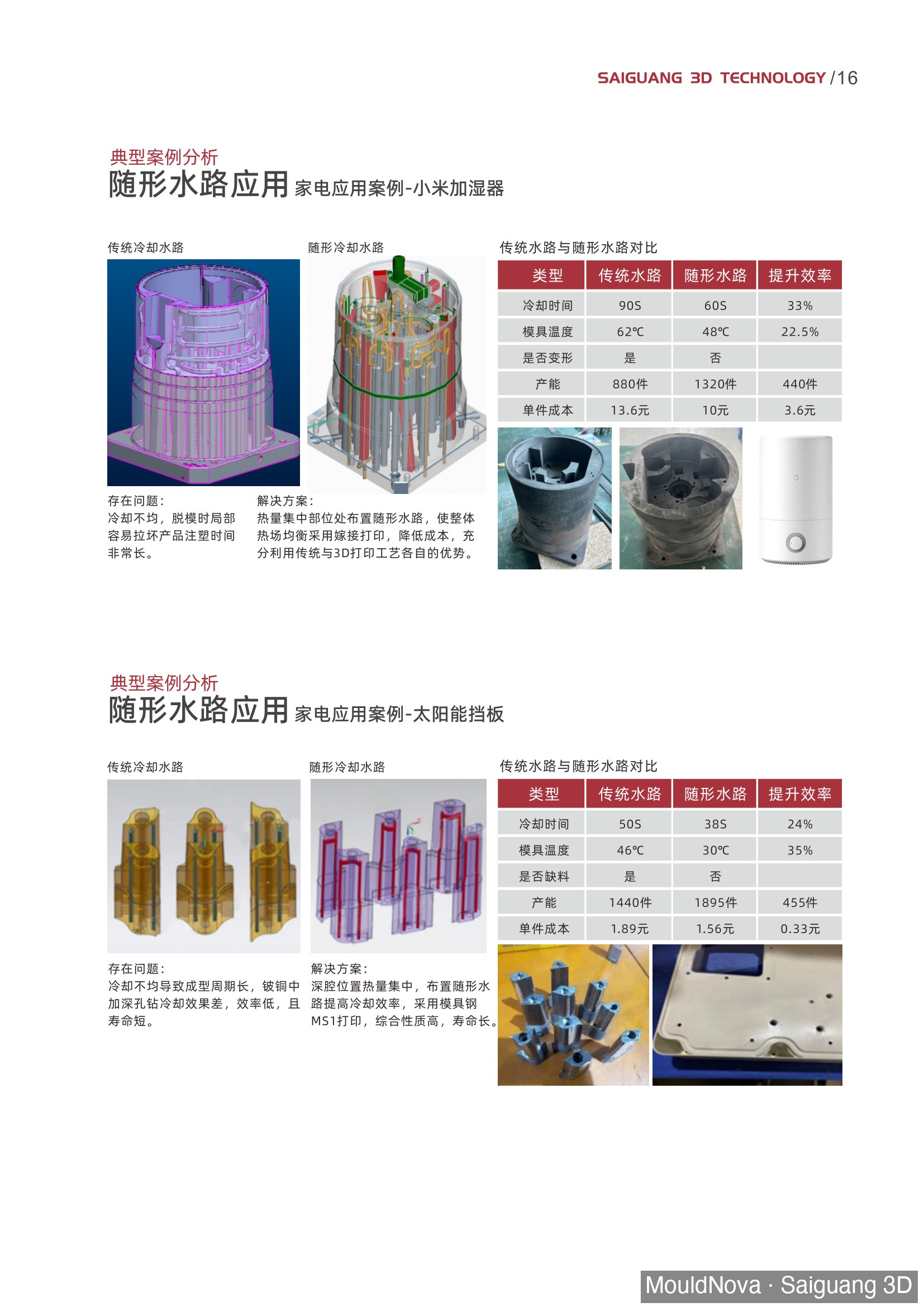
Before: Conventional
After: Hybrid Conformal
Xiaomi Humidifier + Insert
Finished Product
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 90 s | 60 s | −33% |
| Mold temperature | 62 °C | 48 °C | −22.5% |
| Part warpage | Yes | No | Eliminated |
| Output per shift | 880 pcs | 1,320 pcs | +440 pcs (+50%) |
| Unit cost | ¥13.6 / pc | ¥10.0 / pc | −¥3.6 / pc |
−¥3.6
Per-part saving (highest in dataset)
Case 11: Solar Panel Shield — −24% Cycle Time, Shrinkage Eliminated
Problem: Deep pocket features caused localized overheating, leading to material shrinkage voids in thick sections. Conventional deep-hole drilling at the pocket locations had poor cooling efficiency and short tool life.
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 50 s | 38 s | −24% |
| Mold temperature | 46 °C | 30 °C | −35% |
| Shrinkage voids | Yes | No | Eliminated |
| Output per shift | 1,440 pcs | 1,895 pcs | +455 pcs (+32%) |
| Unit cost | ¥1.89 / pc | ¥1.56 / pc | −¥0.33 / pc |
Case 12: E-Cigarette Tip — Conventional Machining Impossible
Problem: The mouthpiece cavity was too small for conventional channel drilling. No coolant could reach the cavity zone at all — the mold ran at 65 °C with surface defects on every part. Conventional machining simply cannot place a coolant circuit inside this geometry.
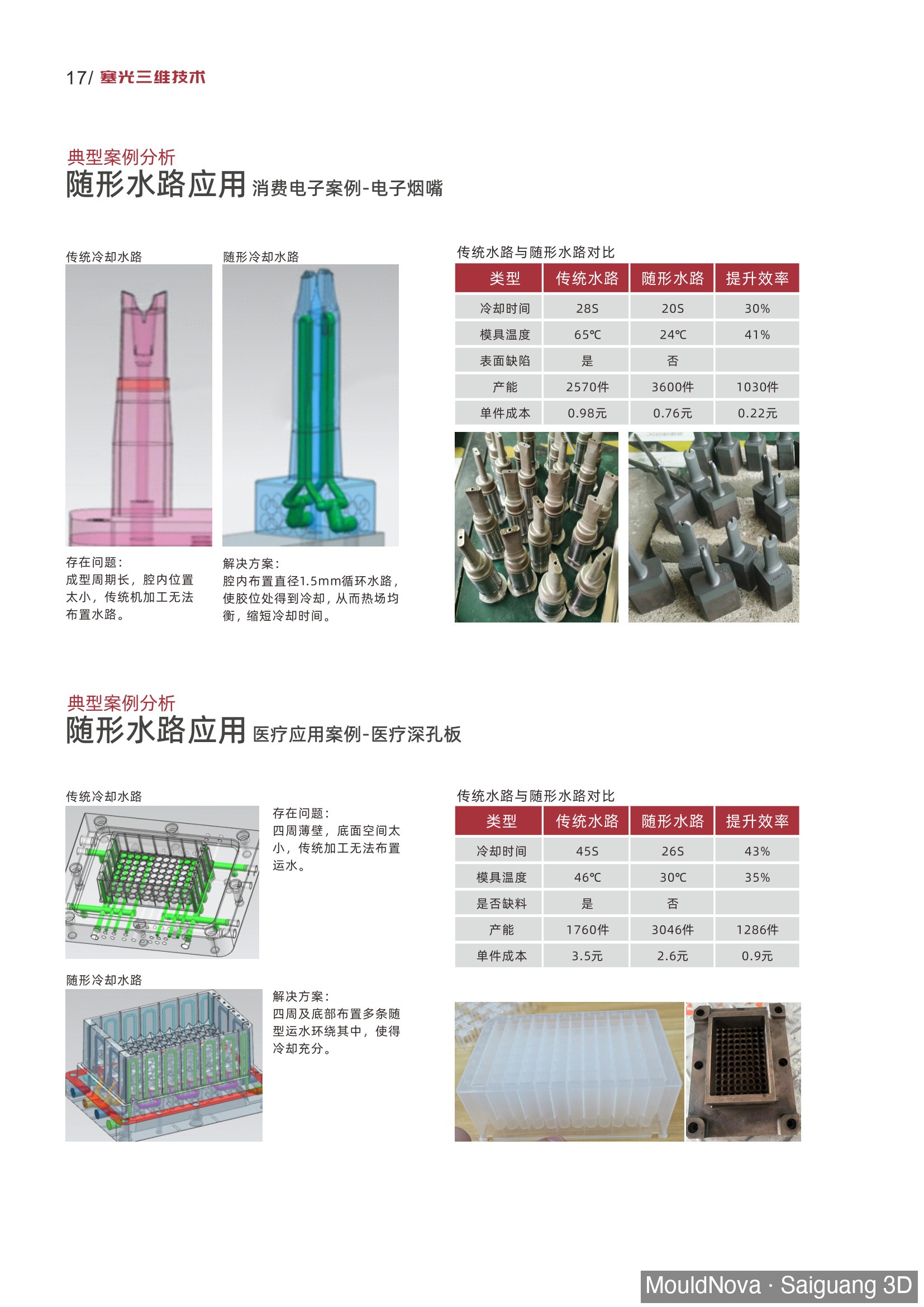
Before: No Cooling Possible
After: 1.5mm Micro Channels
Printed Inserts + Products
Defect-Free Products
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 28 s | 20 s | −30% |
| Mold temperature | 65 °C | 24 °C | −41°C (−63%) |
| Surface defects | Yes | No | Eliminated |
| Output per shift | 2,570 pcs | 3,600 pcs | +1,030 pcs (+40%) |
| Unit cost | ¥0.98 / pc | ¥0.76 / pc | −¥0.22 / pc |
This case illustrates a category where conformal cooling isn't just better — it's the only option. No conventional drilling process can place a coolant circuit inside a cavity this size. The 3D-printed insert with 1.5mm diameter channels is the enabling technology that makes this geometry manufacturable at production volumes.
Case 13: Medical Deep-Well Plate — −43% Cycle Time, +1,286 pcs/Shift
Problem: The deep-well plate has thin perimeter walls surrounding a dense array of deep wells. The floor and perimeter bottom space was too confined for conventional channel placement. Uneven cooling caused dimensional variation between wells — unacceptable for laboratory applications requiring consistent well geometry.
Before: No Cooling at Critical Zones
After: Full-Perimeter Conformal
Product + Insert Photos
Finished Medical Plate
| Metric | Conventional | Conformal | Improvement |
|---|
| Cooling time | 45 s | 26 s | −43% |
| Mold temperature | 46 °C | 30 °C | −35% |
| Shrinkage defects | Yes | No | Eliminated |
| Output per shift | 1,760 pcs | 3,046 pcs | +1,286 pcs (+73%) |
| Unit cost | ¥3.5 / pc | ¥2.6 / pc | −¥0.9 / pc |
+73%
Output per shift (highest gain)
All 13 Projects: Summary Table
Every project in this dataset delivered meaningful cycle time reduction. The range is 15–72%, with the median around 30%. Larger reductions correlate with geometries where conventional cooling had the most difficulty — deep cores, thin cavities, curved surfaces, and features too small for conventional drilling.
| # |
Application |
Industry |
Cycle −% |
Mold Temp −% |
Output Gain |
Cost Saving/pc |
| 01 |
Cosmetics Round Cap |
Beauty |
−72% |
−34.4% |
— |
— |
| 02 |
Trunk Oil Rod |
Auto |
−34% |
−57% |
+418 pcs |
−¥0.45 |
| 03 |
Rearview Mirror Pivot |
Auto |
−24% |
−35% |
+455 pcs |
−¥0.34 |
| 04 |
Brake Fluid Reservoir |
Auto |
−30% |
−63% |
+726 pcs |
−¥0.34 |
| 05 |
Yogurt Bottle Cap |
FMCG |
−28.5% |
— |
+2,058 pcs |
−¥0.11 |
| 06 |
Maotai Spirit Bottle Cap |
FMCG |
−33% |
— |
+308 pcs |
−¥0.83 |
| 07 |
Eye Cream Box |
Beauty |
−17% |
— |
+240 pcs |
−¥0.28 |
| 08 |
Transparent Compact |
Beauty |
−15% |
— |
+269 pcs |
— |
| 09 |
Diamond Lotion Cap |
Beauty |
−24% |
— |
+340 pcs |
— |
| 10 |
Xiaomi Humidifier |
Appliance |
−33% |
−22.5% |
+440 pcs |
−¥3.60 |
| 11 |
Solar Panel Shield |
Appliance |
−24% |
−35% |
+455 pcs |
−¥0.33 |
| 12 |
E-Cigarette Tip |
Electronics |
−30% |
−63% |
+1,030 pcs |
−¥0.22 |
| 13 |
Medical Deep-Well Plate |
Medical |
−43% |
−35% |
+1,286 pcs |
−¥0.90 |
What These Results Have in Common
- Warpage was eliminated in every case where it was a problem — not reduced, eliminated. Conformal cooling removes the temperature gradient that causes differential shrinkage.
- Gate burning was eliminated in every cosmetics/packaging case — the gate zone is consistently the hottest area that conventional drilling cannot reach.
- The 15% minimum case (Compact) was geometry-limited — the flat part had the best conventional cooling of all cases. Even so, conformal delivered measurable improvement.
- The 72% maximum case (Round Cap) had the worst conventional cooling — the curved geometry made conventional channels completely ineffective at the critical zone.
What Results Can You Expect for Your Part?
Send us your insert CAD or a description of your cooling problem. Our engineering team will run a Moldflow simulation and estimate your specific cycle time reduction — before you commit to tooling.
Get a Free Cooling Simulation →
Related Articles