Our Work
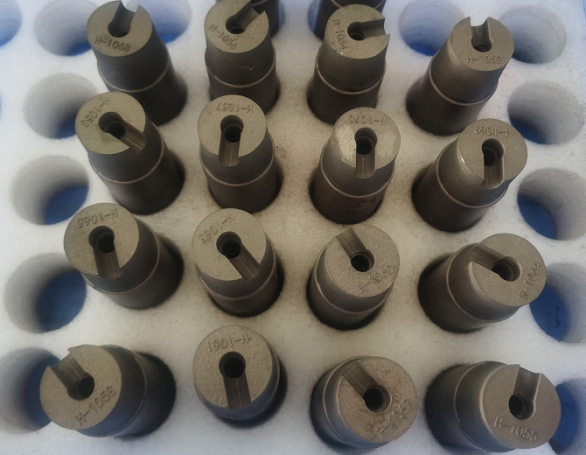
Parts We've Made
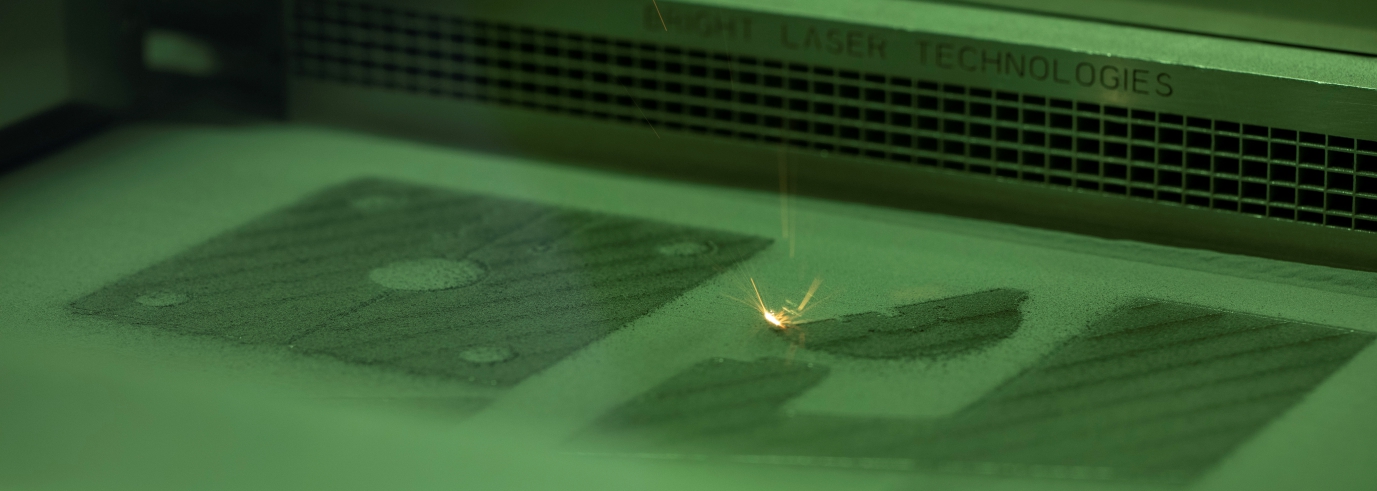
From conformal cooling mold inserts to complex metal components — all produced in-house on our SLM machines.
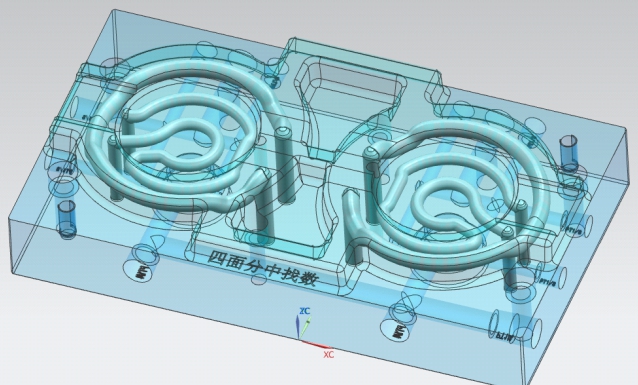
13 injection molding projects where we replaced conventional straight cooling channels with 3D-printed conformal cooling inserts. Every number below is measured from actual production data.
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 21s | 6s | 72% |
| Part temperature | 93°C | 60°C | 35.6% |
| Mold temperature | 94°C | 62°C | 34.4% |
| Mold temp stability | Unstable | Stable | ✓ |
| Gate burn marks | Yes | None | Eliminated |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 60s | 40s | 34% |
| Mold temperature | 80°C | 34°C | 57% |
| Warpage | Yes | None | Eliminated |
| Daily output | 1,152 pcs | 1,570 pcs | +418 pcs |
| Unit cost | ¥1.87 | ¥1.42 | -¥0.45 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 50s | 38s | 24% |
| Mold temperature | 46°C | 30°C | 35% |
| Warpage | Yes | None | Eliminated |
| Daily output | 1,440 pcs | 1,895 pcs | +455 pcs |
| Unit cost | ¥1.49 | ¥1.15 | -¥0.34 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 41s | 29s | 30% |
| Mold temperature | 65°C | 24°C | 41% |
| Warpage | Yes | None | Eliminated |
| Daily output | 1,756 pcs | 2,482 pcs | +726 pcs |
| Unit cost | ¥1.24 | ¥0.90 | -¥0.34 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 14s | 10s | 28.5% |
| Warpage | Yes | None | Eliminated |
| Daily output | 5,142 pcs | 7,200 pcs | +2,058 pcs |
| Unit cost | ¥0.44 | ¥0.33 | -¥0.11 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 100s | 70s | 33.3% |
| Warpage | Yes | None | Eliminated |
| Daily output | 720 pcs | 1,028 pcs | +308 pcs |
| Unit cost | ¥2.83 | ¥2.00 | -¥0.83 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 60s | 50s | 17% |
| Gate burn marks | Yes | None | Eliminated |
| Daily output | 1,200 pcs | 1,440 pcs | +240 pcs |
| Unit cost | ¥1.87 | ¥1.59 | -¥0.28 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 47s | 40s | 15% |
| Gate burn marks | Yes | None | Eliminated |
| Daily output | 1,531 pcs | 1,800 pcs | +269 pcs |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 65s | 50s | 24% |
| Gate burn marks | Yes | None | Eliminated |
| Daily output | 1,100 pcs | 1,440 pcs | +340 pcs |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 90s | 60s | 33% |
| Mold temperature | 62°C | 48°C | 22.5% |
| Warpage | Yes | None | Eliminated |
| Daily output | 880 pcs | 1,320 pcs | +440 pcs (+50%) |
| Unit cost | ¥13.60 | ¥10.00 | -¥3.60 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 50s | 38s | 24% |
| Mold temperature | 46°C | 30°C | 35% |
| Short shots | Yes | None | Eliminated |
| Daily output | 1,440 pcs | 1,895 pcs | +455 pcs |
| Unit cost | ¥1.89 | ¥1.56 | -¥0.33 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 28s | 20s | 30% |
| Mold temperature | 65°C | 24°C | 41% |
| Surface defects | Yes | None | Eliminated |
| Daily output | 2,570 pcs | 3,600 pcs | +1,030 pcs |
| Unit cost | ¥0.98 | ¥0.76 | -¥0.22 |
| Metric | Conventional | Conformal | Improvement |
|---|---|---|---|
| Cooling time | 45s | 26s | 43% |
| Mold temperature | 46°C | 30°C | 35% |
| Short shots | Yes | None | Eliminated |
| Daily output | 1,760 pcs | 3,046 pcs | +1,286 pcs (+73%) |
| Unit cost | ¥3.50 | ¥2.60 | -¥0.90 |
From conformal cooling mold inserts to complex metal components — all produced in-house on our SLM machines.
Send us your part drawing or describe your current cooling issue. We'll analyze the geometry and propose a conformal cooling solution — usually within 24 hours.
WhatsApp · Telegram · WeChat · Global Shipping